Свойства стержня из карбида вольфрама и его применение Карбид вольфрама или цементированный карбид обладает многими превосходными характеристиками, такими как высокая твердость, хорошая прочность, хорошая износостойкость и коррозионная стойкость, а также значительная стабильность при более высоких температурах, даже при 500 ° C.Он остается неизменным и даже при 1000°C достигает высокой твердости.
Стержни из цементированного карбида вольфрама спекаются в печи HIP и изготавливаются из 100% первичного сырья, включая WC и CO.
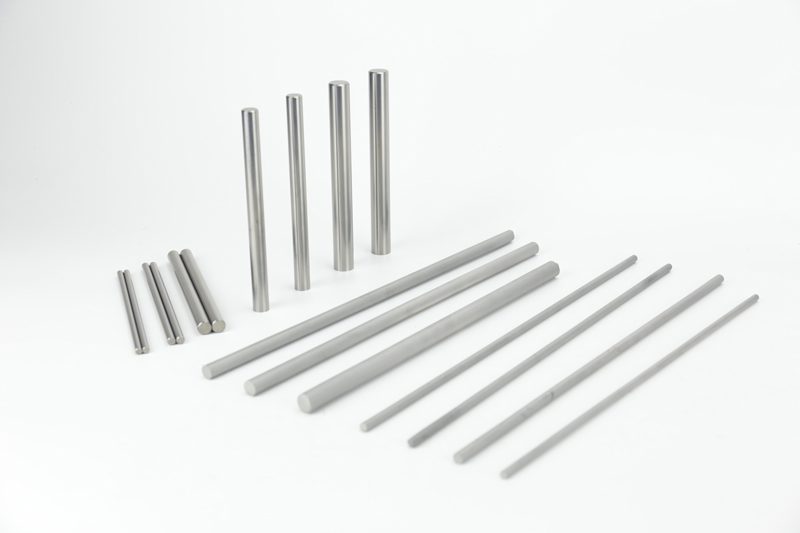
Обычно существует три типа стержней из цементированного карбида вольфрама, такие как стержень для печатных плат, пустой стержень и стержень.
Большинство его применений приходится на производство режущих инструментов для металла, а также для древесины, пластмасс и других материалов и в отраслях, где требуется высокий уровень твердости, износостойкости и устойчивости к коррозии.
Стержень из карбида вольфрама обладает множеством исключительных качеств, включая высокий уровень твердости и прочности, отличную устойчивость к износу и коррозии, а также замечательную стабильность даже при воздействии высоких температур.Чугун, цветные металлы, пластмассы, химическое волокно, нержавеющая сталь и сталь с высоким содержанием марганца — это лишь некоторые из материалов, которые можно резать этим инструментом.Кроме того, его можно использовать, среди прочего, для изготовления буровых инструментов, горнодобывающих инструментов, изнашиваемых деталей, прецизионных подшипников, сопел и металлических форм.
Вот некоторые этапы производства стержней из карбида вольфрама.
1) Дизайн класса
Марка, изготовленная на нашем заводе: SK10, SK30, SK35B, SK35, SK45 и т. д.
Порекомендуйте подходящий сплав для применения стержней из карбида вольфрама.
2) Шаровая мельница RTP
Шаровая мельница имеет возможность изготовления порошков любой крупности, в том числе мелкого и сверхмелкого, из комбинированного материала порошка WC, порошка кобальта и легирующих материалов.
Распыление - Процесс сушки
Чтобы гарантировать полную чистоту материала, башня для приллирования опрыскивается высушивающим спреем.
3) Экструзия или прямое прессование
2 различных способа изготовления твердосплавных стержней.
4) Процесс сушки
5) Спекание
Клинок проходит термическую обработку при температуре 1500 градусов Цельсия в течение 15 часов.
6) Обработка
Заказчику необходима шлифованная поверхность H5/H6, тогда мы обработаем твердосплавные стержни бесцентровым шлифованием.
7) Проверка и проверка качества
Для проверки прямолинейности, размеров и физических характеристик, таких как TRS, твердость, внешний вид твердосплавных стержней и т. д.
8) Упаковка
Упакуйте твердосплавные стержни в пластиковую коробку с этикеткой.
Время публикации: 04 марта 2023 г.